Joining metal sheet parts is fundamental to various industrial and manufacturing processes. Whether constructing skyscrapers, building automobiles, or creating intricate electronic devices, the ability to securely and efficiently join metal sheets is crucial. Numerous techniques are available, each with distinct advantages and applications, ensuring that every project can be executed successfully, regardless of its complexity or specific requirements.
Understanding the different welding sheet metal methods for joining metal sheets can benefit engineers, technicians, and hobbyists alike. From traditional techniques like arc welding and gas welding to more advanced methods such as laser beam welding and ultrasonic welding, each approach offers unique benefits and is suited to particular projects and materials. For instance, while some methods are ideal for high-volume production due to their speed and efficiency, others are preferred for their precision and ability to handle delicate or thin materials without causing damage.
In this article, we will discuss 12 common techniques for joining metal sheet parts. We will explore the fundamental principles behind each method, its specific benefits, and its typical applications. Straight to it!
Arc Welding (SMAW, Shielded Metal Arc Welding; GMAW, Gas Metal Arc Welding).

Arc welding is one of the most versatile and widely used techniques for joining metal sheets. It involves creating an electric arc between an electrode and the metal workpiece, which generates intense heat to melt the metals at the joint, allowing them to fuse. Shielded Metal Arc Welding (SMAW), often called stick welding, uses a consumable electrode coated in flux to lay the weld. The flux coating produces gases and slag to shield the weld from contamination. This method is popular for its simplicity and effectiveness in various conditions.
Gas Metal Arc Welding (GMAW), known as MIG welding, utilizes a continuous wire feed as the electrode and an external shielding gas to protect the weld pool from atmospheric contamination. This method is favored in industrial settings due to its speed and efficiency. MIG welding is well-suited for thicker materials and long, continuous welds, making it a preferred choice in automotive manufacturing and large-scale construction projects.
Arc welding benefits include its ability to create strong, durable welds and its versatility in welding a wide range of metals and thicknesses. SMAW and GMAW can be used in various positions and environments, making them suitable for fieldwork and repairs.
Gas Welding.

Gas welding, known as oxy-fuel welding, is one of the oldest and most versatile methods. It employs a flame that burns a mixture of oxygen and a fuel gas, typically acetylene, to melt the metal at the joint. This method is prized for its simplicity, portability, and the precise control it offers over the heat applied to the workpiece. Gas welding is particularly effective for joining thin metal sheets, making it a popular choice for automotive repair and artistic metalworking.
One of the key advantages of gas welding is its ability to operate independently of electrical power sources, making it highly portable and useful in remote locations. The equipment required for gas welding is relatively simple and inexpensive, mainly consisting of gas cylinders, hoses, a torch, and other accessories. This ease of setup and operation makes it accessible to professionals and hobbyists.
TIG Welding (GTAW).

TIG welding, or Gas Tungsten Arc Welding (GTAW), is renowned for producing high-quality, precise welds. It utilizes a non-consumable tungsten electrode to generate the weld, with an inert gas, typically argon, used to shield the weld area from atmospheric contamination. This method is especially valued in applications where clean, strong welds are critical, such as in aerospace, automotive, and high-end fabrication industries.
TIG welding allows for excellent control over the welding arc and heat input, making it ideal for welding thin sections of stainless steel and non-ferrous metals like aluminum, magnesium, and copper alloys. The ability to finely adjust the welding parameters ensures that the metal is not overheated, which helps maintain the workpiece’s integrity and appearance. This precision makes TIG welding suitable for tasks requiring intricate and delicate welds, including joining thin sheets and handling complex geometries.
MIG Welding (GMAW).

MIG welding, a subset of Gas Metal Arc Welding (GMAW), is widely appreciated for its speed and ease of use. This technique employs a continuous wire electrode fed through a welding gun and a shielding gas to protect the weld from atmospheric contamination. MIG welding is particularly effective for welding thicker materials and is commonly used in industrial and manufacturing settings for its efficiency and ability to produce long, continuous welds.
One of the key advantages of MIG welding is its high welding speed, which significantly increases productivity. The continuous wire feed allows uninterrupted welding, making it an excellent choice for large-scale projects and high-volume production environments. This efficiency is further enhanced by the simplicity of the process, which requires less skill and training than other welding methods, making it accessible to a broader range of operators.
Resistance Welding (Spot Welding, Seam Welding, and Butt Welding).

Resistance welding is a highly efficient method that uses electrical resistance to generate heat and join metal sheets. Common types of resistance welding include spot welding, seam welding, and butt welding. Spot welding is frequently used in the automotive industry to join sheet metal components. In contrast, seam welding is used for creating continuous, leak-proof welds along a seam, and butt welding is used for joining thicker sections end-to-end.
Spot welding, in particular, is valued for its speed and ability to produce strong, consistent welds. It involves clamping the metal sheets between two electrodes and passing a high current through the contact point, generating heat through electrical resistance and melting the metal to form a weld. This method is highly efficient and suitable for mass production, making it a staple in automotive and appliance manufacturing.
Seam welding extends the principles of spot welding to create continuous welds, often used for joining cylindrical components like pipes and fuel tanks. Butt welding, on the other hand, involves aligning the edges of two metal sheets and applying pressure and current to form a weld along the joint. The benefits of resistance welding include high production rates, consistent weld quality, and minimal distortion of the workpieces, making it an excellent choice for automated manufacturing processes.
Laser Beam Welding.
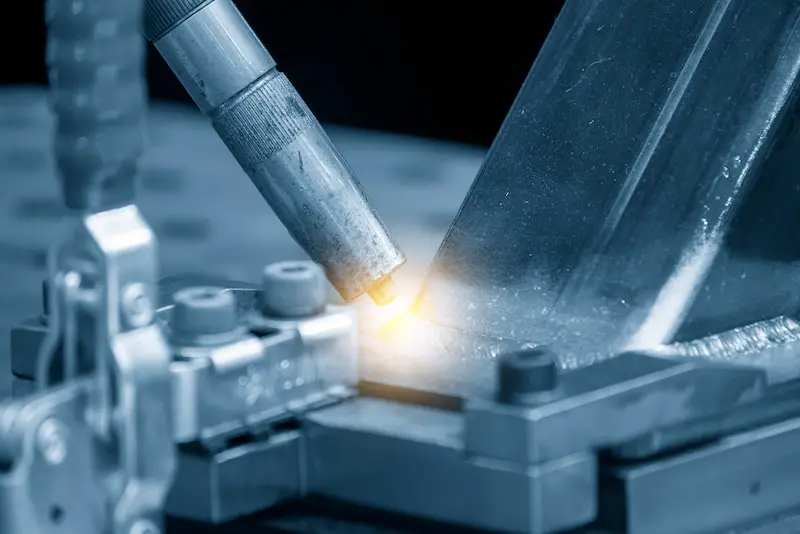
Laser beam welding is a cutting-edge technique that uses a highly focused laser beam to melt and join metal sheets. This method is popular for its precision and ability to produce high-quality welds with minimal heat input. The laser beam’s intensity can be finely controlled, allowing for deep penetration and the ability to weld intricate and delicate parts without causing significant distortion.
Laser beam welding is particularly advantageous in industries that require high precision, such as aerospace, automotive, and electronics. The method is ideal for welding thin materials and complex geometries, where traditional welding techniques might cause excessive heat damage. The high energy density of the laser beam allows for rapid welding speeds, further enhancing productivity in industrial applications.
Electron Beam Welding.

Electron beam welding uses a high-velocity stream of electrons to join metal sheets. The electrons generate heat upon impact with the workpiece, melting the metal and creating a weld. This method is performed in a vacuum to prevent contamination and ensure a clean, high-quality weld. Electron beam welding is known for its deep penetration and ability to weld thick materials with high precision.
This technique is ideal in industries where weld quality and integrity are paramount, such as aerospace, automotive, and nuclear sectors. The high energy density of the electron beam allows for the welding of thick sections with a single pass, reducing the need for multiple weld passes and increasing overall efficiency. The vacuum environment also eliminates oxidation and contamination, producing superior weld quality.
The primary benefits of electron beam welding include high weld quality, deep penetration, and minimal thermal distortion. The highly controllable process allows for precise welds on complex and intricate parts.
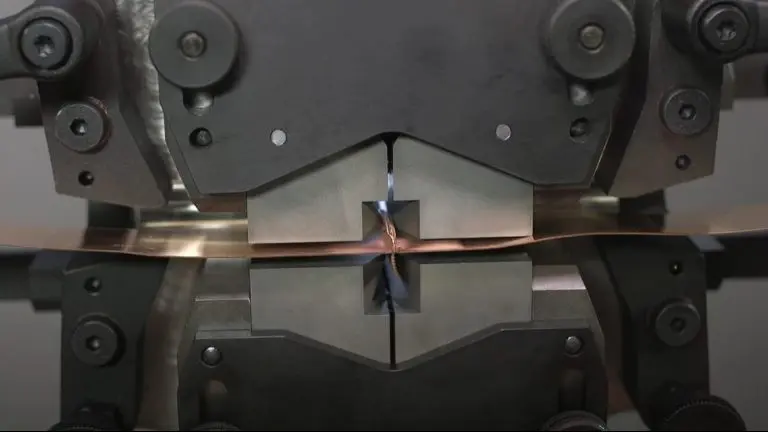
Friction Welding.
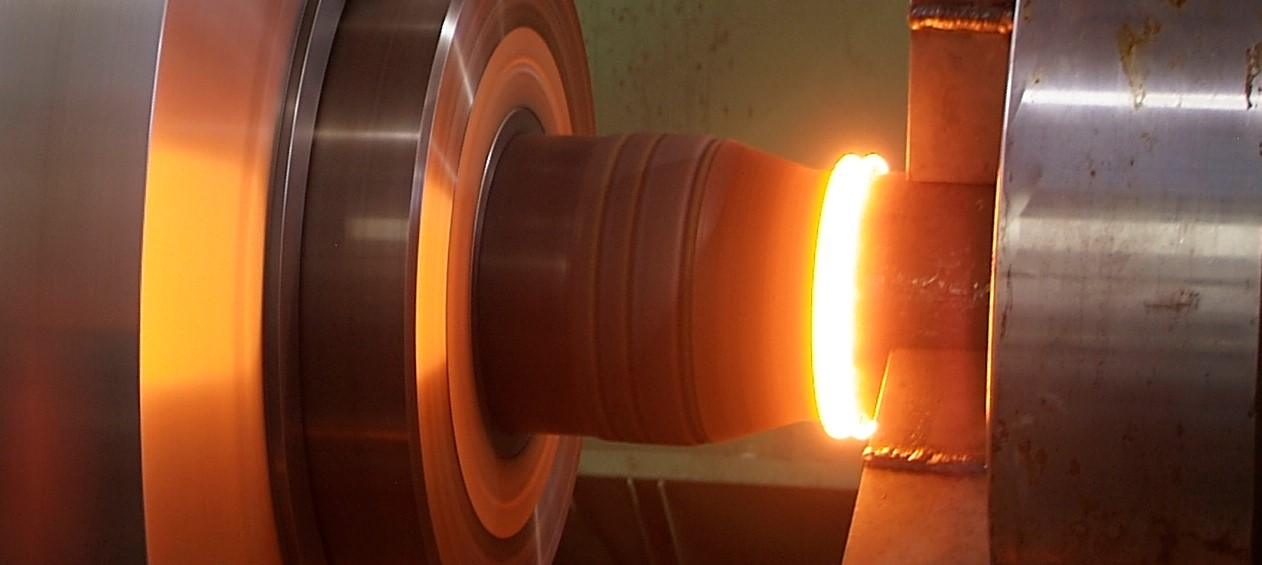
Friction welding generates heat through mechanical friction between two workpieces, causing them to fuse. This technique involves rotating one workpiece while pressing it against a stationary one, creating heat through friction. Once the desired temperature is reached, the rotation stops, and the pieces are forged together under pressure. Friction welding is commonly used for joining cylindrical parts, such as shafts and pipes, but can also be applied to sheet metal.
One of friction welding’s main advantages is its ability to join dissimilar metals, which is often challenging with traditional welding methods. This capability makes it invaluable in industries like automotive and aerospace, where different materials are frequently used to optimize performance and reduce weight. Friction welding produces strong, defect-free joints with high integrity, as the process expels contaminants and oxides from the weld area.
Explosive Welding.
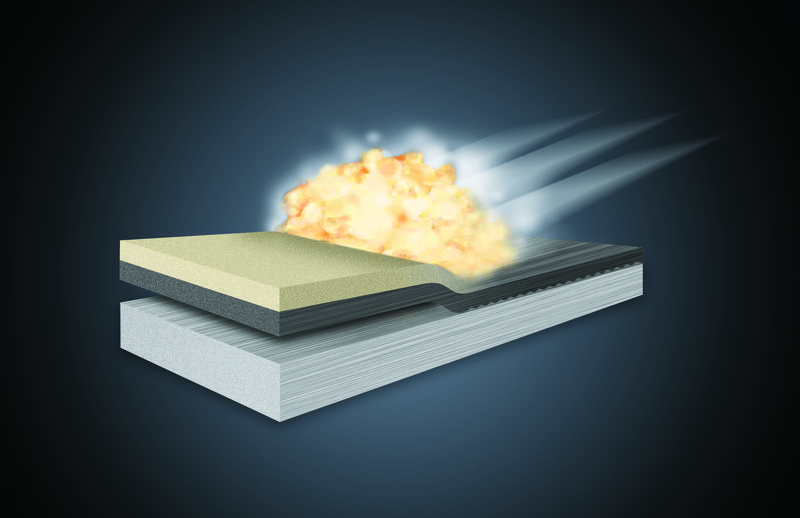
Explosive welding uses a controlled explosive detonation to force two metal sheets together, creating a metallurgical bond. This method is often used for cladding, where a thin layer of one metal is bonded to a thicker substrate. The explosive charge generates a high-velocity impact, causing the metals to fuse at the molecular level without melting
This technique is highly effective for joining dissimilar metals that are otherwise difficult to weld together, such as aluminum to steel. Explosive welding is commonly used in the aerospace, marine, and chemical processing industries to create corrosion-resistant and wear-resistant surfaces. The process can bond large areas quickly, making it efficient for producing clad plates and other large-scale applications.
The benefits of explosive welding include strong, durable joints, the ability to join different metals, and minimal heat input, which preserves the properties of the base materials. The technique also allows for creating composite materials with unique properties, combining the strengths of different metals. Explosive welding’s ability to produce high-quality bonds in challenging applications highlights its importance in advanced manufacturing processes.
Cold Press Welding.
Cold press welding, also known as cold welding, involves pressing two metal sheets together at high pressure, causing them to bond without needing heat or melting. This technique relies on the plastic deformation of the metals to create a strong joint. Cold press welding is particularly effective for joining soft, ductile metals like aluminum and copper.
One of the key advantages of cold press welding is its simplicity and the fact that it does not require an external heat source. This makes the process energy-efficient and reduces the risk of thermal damage to the workpieces. Cold welding is often used in the electrical and electronics industries for joining wires and conductive materials, where maintaining the material’s properties is crucial.
Ultrasonic Welding.
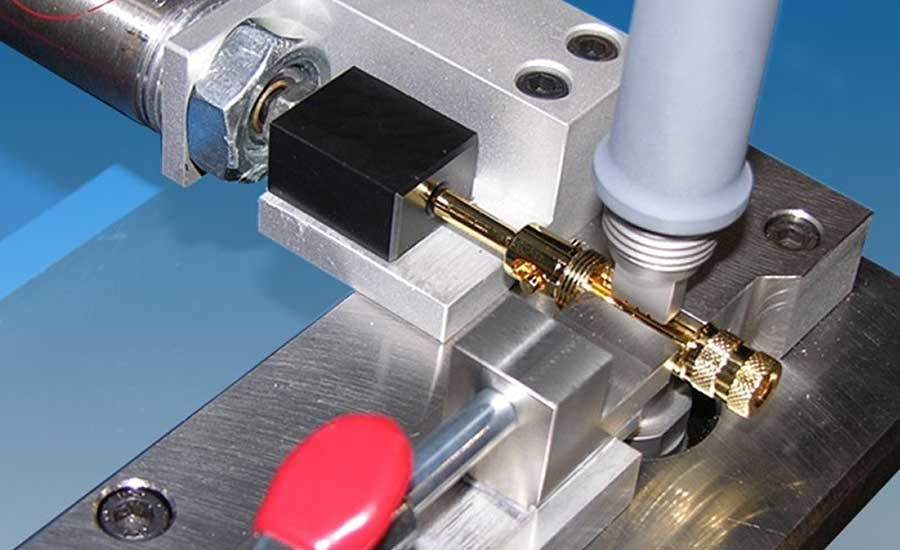
Ultrasonic welding uses high-frequency ultrasonic vibrations to create heat through friction, bonding metal sheets together. This technique is particularly effective for joining thin or delicate materials, including metals and plastics. The process involves placing the materials to be joined under pressure and applying ultrasonic vibrations to the weld area, causing localized melting and bonding.
One of the primary advantages of ultrasonic welding is its speed and precision. The process is typically completed in seconds, making it highly efficient for high-volume production environments. Ultrasonic welding is widely used in the electronics, automotive, and medical device industries, where precise, clean welds are essential.
Brazing and Soldering.

Brazing and soldering involve joining metal sheets using a filler metal that melts at a lower temperature than the workpieces. Brazing uses higher temperatures than soldering and produces stronger joints. Both techniques are often used for joining thin metal sheets and components in the HVAC, plumbing, and electronics industries.
Brazing involves heating the workpieces and applying a filler metal, which flows into the joint by capillary action and creates a strong bond upon cooling. This method is particularly effective for joining dissimilar metals and creating leak-proof joints. Soldering, which uses lower temperatures, is commonly used in electronics for making electrical connections and joining small components.
Conclusion.
Choosing the right technique for joining metal sheet parts depends on your project’s specific requirements, including the type of metal, thickness, and desired weld quality. Each sheet metal welding method has unique advantages and applications, ensuring a suitable option for every need. Understanding these techniques will help you make informed decisions and achieve the best results for your metalworking projects.
With the knowledge of these 12 techniques, you can select the most appropriate method to ensure strong, durable, and reliable joints, enhancing your work’s overall quality and performance.
Read More: Ways To Get The Most Horsepower Out Of Your Volkswagen